Explore our premium product portfolio designed for construction, logistics, and high-hazard environments.








Fluorescent fabric plays a critical role in personal protective equipment (PPE), specifically within industrial high-visibility reflective vests. Unlike standard dyed fabrics, which merely reflect a portion of visible light, fluorescent materials contain specialized pigments that absorb ultraviolet (UV) radiation from daylight and re-emit it as longer, visible wavelengths of light. This active conversion increases the fabric's luminance factor, causing it to appear exceptionally bright to the human eye, particularly under overcast skies, dawn, dusk, and foggy weather.
For manufacturers of reflective safety vests, selecting the right fluorescent substrate is paramount to achieving the necessary compliance metrics defined by international safety agencies. The standard EN ISO 20471 (European Standard) and ANSI/ISEA 107 (American Standard) define strict chromaticity coordinates and minimum luminance parameters for the background materials. These materials must maintain their visibility characteristics under rigorous environments, resisting deterioration from UV exposure, perspiration, industrial laundering, and dry cleaning.
A comparative overview of requirements for base fluorescent material performance:
Optimizing fabric properties to ensure supply chain consistency, regulatory clearance, and production cost-efficiency.
Industrial washing cycles degrade color strength. Our high-performance fabrics undergo molecular dyeing configurations that resist fading up to 50 home wash cycles (ISO 6330) and 25 industrial wash cycles.
Constructed using high-density polyester warp-knit structures or robust oxford weaves. Provides exceptional resistance to abrasive forces and mechanical tension typical of construction yards and mining sites.
Optimized moisture vapor transmission rate (MVTR). Ensures that heat and perspiration generated during manual labor are dispersed efficiently, keeping workers comfortable and reducing thermal stress risks.
| Fabric Type | Composition | Weight (GSM) | Standard Certifications | Primary Industrial Use Case |
|---|---|---|---|---|
| Warp Knit (Tricot) | 100% Polyester | 120g - 130g | EN ISO 20471, ANSI 107 Class 2 | Standard High-Visibility Vests, Airport Ground Crew Apparel |
| Polyester Mesh (Birdseye / Breathable) | 100% Polyester | 110g - 140g | ANSI/ISEA 107, OEKO-TEX Standard 100 | Warm Climate Construction Workwear, Utilities Services |
| Oxford Fabric (300D / 600D PU Coated) | Polyester with PU Membrane | 180g - 300g | EN 343 (Rain protection), EN ISO 20471 | Heavy-Duty Outerwear, Waterproof Safety Parkas, Tactical Vests |
| Flame Retardant (FR) Treated Grid | 98% Polyester / 2% Anti-Static | 150g - 250g | EN ISO 14116, EN 1149 (Anti-Static) | Oil & Gas Petrochemical Refineries, Welding Operations |
The manufacturing sector for high-visibility fabrics is experiencing a paradigm shift towards circular economy practices and high-performance material integration. As major corporations align their operations with ESG (Environmental, Social, and Governance) values, procurement officers are transitioning away from virgin polyester towards Recycled Polyester (rPET) derived from post-consumer plastic bottles.
Modern rPET fluorescent fabric maintains equivalent tensile performance and coloration characteristics compared to traditional petrochemical-based yarns, but drastically reduces the environmental footprint. In parallel, advanced treatment coatings are coming to the forefront, such as fluoro-free water repellent finishes and nano-structured self-cleaning surfaces. These technologies extend the operational life of reflective vests, lowering replacement cycles and contributing to overall resource conservation.
Linyi Xintuo Industry and Trade Co., Ltd. is a modern enterprise based in China, specializing in the research, development, and manufacturing of high-performance safety helmets and comprehensive labor protection equipment. Since its establishment, the company has been driven by a vision of innovation, continuously investing in advanced production equipment and assembling a team of high-caliber research and design professionals.
Our standardized management mode, combined with ISO-certified processes, guarantees consistent product excellence across all batches. The company operates with a commitment to sustainability, utilizing eco-friendly materials and energy-efficient production techniques to minimize environmental impact while maintaining operational efficiency.

Delivering high-performance polymer hard hats and certified high-visibility fabrics to international markets.
The product portfolio includes industrial safety helmets, and high-visibility workwear, all engineered to meet or exceed international safety standards such as CE, ANSI, and EN. We leverage cutting-edge material science, utilizing fiberglass composites and high-impact polymers that offer superior strength-to-weight ratios compared to traditional materials. This integration of ergonomic design principles with durable materials ensures long-lasting protection without compromising comfort.
Our helmets feature adjustable suspension systems with precision-calibrated tension controls, moisture-wicking sweatbands with antimicrobial properties, and advanced ventilation technologies that optimize airflow while maintaining structural integrity. These innovations cater to diverse work environments, from extreme temperatures to high-humidity conditions, ensuring optimal performance in the most demanding settings.











The company places a strong emphasis on customer-centric solutions, offering customized design services to meet specific industry requirements. Our research and development team collaborates closely with clients to understand their unique challenges, resulting in tailored products that enhance safety and productivity. Additionally, we provide comprehensive after-sales support, including technical guidance and maintenance services, to ensure uninterrupted protection for end-users.
Send InquiryCertified performance meeting strict international validation bodies.
By continuously innovating and adhering to the highest quality standards, Linyi Xintuo Industry and Trade Co., Ltd. has earned a reputation as a trusted partner in the global labor protection industry. Our products are widely used in construction, manufacturing, firefighting, and other high-risk sectors, contributing to safer workplaces worldwide.
















Tour our state-of-the-art facilities displaying high productivity levels and strict quality control loops.
Connecting with global partners at exhibitions, building trust hand in hand.










Providing custom protective integrations to minimize workplace trauma.
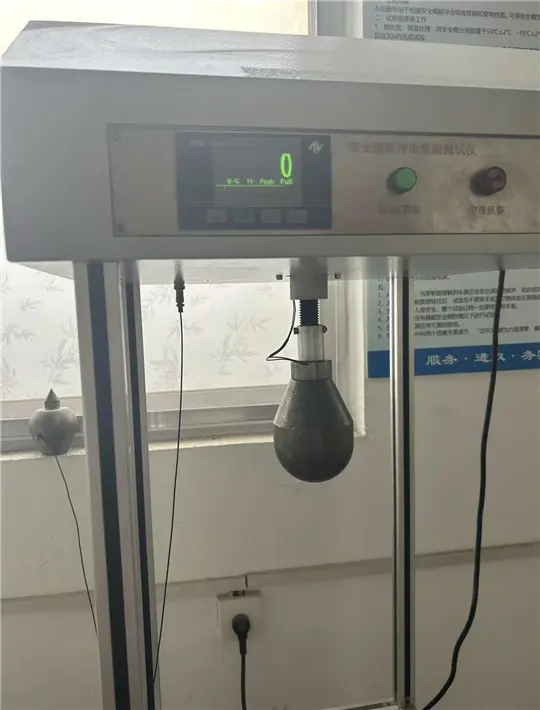
Improper assembly and poor equipment practices undermine the effectiveness of industrial safety gear. At a construction site in Fujian, a worker seeking relief from hot weather modified his safety helmet by drilling several ventilation holes. When a concrete block subsequently fell from an upper level, it struck the altered helmet. The modifications had structurally weakened the shell, which cracked on impact. The worker suffered head injuries that could have been avoided.
Proper enforcement of PPE policies is crucial. Our custom programs combine ANSI-compliant safety vests with structural hard hats designed to resist impacts from all angles without needing unauthorized modifications. We work alongside global distributors to customize warning labels and supply instructions that minimize user error.


Offering specialized fiberglass yarns and structured meshes to enhance the durability of industrial composites.
Our standardized management mode, combined with ISO-certified processes, guarantees consistent product excellence across all batches.
Our products are engineered to meet or exceed international safety standards such as CE, ANSI, and EN, ensuring complete alignment with high-end safety frameworks.
We leverage cutting-edge material science, utilizing fiberglass composites and high-impact polymers that offer superior strength-to-weight ratios compared to traditional alternatives.
We provide comprehensive after-sales support, including technical guidance and maintenance services, to ensure uninterrupted protection for all end-users.
The company places a strong emphasis on customer-centric solutions, offering customized design services to meet specific industrial and branding requirements.
Explore real-world industrial installations and safety programs engineered by our specialists.




For high-visibility vests, color consistency must be strictly maintained across dye lots. Our manufacturing facility uses digital spectrophotometers to measure spectral reflectance curves for every batch. The Lab values of dyed rolls are calculated automatically to verify they fall within the target chromaticity polygons specified by EN ISO 20471. If a batch exhibits a color deviation (Delta E > 1.0), it is rejected from the high-visibility production line.
Beyond color accuracy, we test for wet and dry rubbing fastness (ISO 105-X12), perspiration colorfastness, and dimensional changes under hot washing conditions. Our manufacturing lines run continuous tension tests on woven meshes to ensure they withstand the wear and tear of industrial sites without tearing at stress points like pockets and zipper seams.
Developing safer, smarter, and more sustainable high-visibility fabrics.
Integrating active electroluminescent elements and flexible LED strips directly into the structured mesh channels. This provides reliable visibility even in complete darkness where no light source is present to bounce off passive reflective tapes.
Transitioning our production lines to waterless supercritical CO2 dyeing technology. This process eliminates hazardous wastewater discharge and saves energy, helping vest manufacturers meet strict environmental certifications.
Integrating chemical flame-retardant (FR) treatments directly into the yarn fibers. This guarantees permanent fire-resistant performance that does not wash out over time, protecting workers on petrochemical and utility sites.
Review standard inquiries on design, customization options, safety compliance, and shipping logistics.
A1: We Are a Direct Manufacturer; Our Factory Specializes in Producing Safety Helmets and Reflective Vests. We manage the entire manufacturing cycle, from sourcing raw materials to final assembly, ensuring high quality control and competitive pricing.
A2: We provide you with free samples, but the sample shipping cost will be borne by you. This allows you to evaluate the weight, color, and texture of our fabrics before placing bulk orders.
A3: Accept delivery terms: FOB, CFR, CIF, EXW; Accepted payment currencies: USD, AUD, CAD, SGD, EUR, GBP, HKD, JPY; Accepted payment types: TT, LC. Our team handles complete export customs clearance and logistical arrangements to ensure smooth global delivery.
A4: Product OEM service. Packaging original equipment manufacturer services. Label OEM service. We own and operate our production facility, allowing us to customize fabric specifications, colors, and designs to meet your exact safety and branding requirements.
A5: Yes, We Can. Just Contact Us and Let Us Know Your Requirements. We can adjust the material weights, fabric structures, and tape layouts to match your target target safety standards.
A6: According to your request, we will produce and deliver to you as soon as possible, According to the quantity you ordered. A container usually takes 20-30 days. If the delivery is within China, it will take approximately 7-14 days.
A7: Our standard color options include Fluorescent Yellow (EN ISO 20471 compliant), Fluorescent Orange-Red, and Fluorescent Pink. Each batch is verified to meet strict color space requirements, ensuring they satisfy standard safety coordinates.
A8: Our premium fabrics are treated with color stabilizers to withstand up to 50 home washing cycles at 60°C or 25 industrial washing cycles, ensuring they maintain their bright, high-visibility properties over time.
Complete your procurement package with our durable safety helmets and multi-pocket high-visibility vests.














