Engineered for high visibility, durability, and robust protection under challenging outdoor and industrial environments.

In modern industrial sectors, the demand for Personal Protective Equipment (PPE) is shifting rapidly from static mechanical protection to dynamic, multi-hazard safety solutions. Among these, high-visibility waterproof reflective jackets stand out as critical assets for workers in harsh environments. According to recent market analysis, the global high-visibility apparel industry is expanding at a significant CAGR, driven by strict regulatory standards established by organizations like OSHA (Occupational Safety and Health Administration) in the United States and the European Union’s EN ISO 20471 directive.
Under the EN ISO 20471 framework, high-visibility clothing must meet strict minimum areas for background fluorescent fabric and retroreflective tape. Waterproof reflective jackets manufactured by Tier-1 China factories utilize glass-microbe or microprismatic retroreflective films that guarantee a minimum retroreflection coefficient ($R_a$) of $\ge 330\text{ cd}/(\text{lx}\cdot\text{m}^2)$, ensuring visibility in low-light and adverse weather conditions.
China has positioned itself as the leading global hub for waterproof reflective jacket manufacturing, providing unparalleled supply chain integration. The convergence of advanced textile machinery, chemical engineering capability for polyurethane (PU) and polytetrafluoroethylene (PTFE) membrane laminations, and massive raw material availability makes China factories highly competitive. These facilities do not merely produce garments; they engineer safety barriers that protect lives in infrastructure development, transport logistics, offshore petrochemical plants, and outdoor utility maintenance.
A Professional China Factory Specializing in Safety Helmets and Labor Protection Gear.
Linyi Xintuo Industry and Trade Co., Ltd. is a modern enterprise based in China, specializing in the research, development, and manufacturing of high-performance safety helmets and comprehensive labor protection equipment. Since its establishment, the company has been driven by a vision of innovation, continuously investing in advanced production equipment and assembling a team of high-caliber research and design professionals.
Our standardized management mode, combined with ISO-certified processes, guarantees consistent product excellence across all batches. The company operates with a commitment to sustainability, utilizing eco-friendly materials and energy-efficient production techniques to minimize environmental impact while maintaining operational efficiency.









The convergence of material science, ergonomics, and ecological sustainability in modern PPE production.
The core of a premium waterproof jacket lies in its lamination technology. Today, leading China factories utilize a 3-layer system: a durable outer shell treated with Durable Water Repellent (DWR), a high-performance microporous membrane (typically TPU or PTFE), and a protective inner mesh or tricot layer. This configuration allows the jacket to withstand hydrostatic pressures exceeding 15,000 mm (keeping water out) while facilitating a moisture vapor transmission rate (MVTR) of over 8,000 g/m²/24h, keeping the worker dry from sweat.
Simply having waterproof fabric is insufficient if water enters through stitching holes. Advanced factories employ automatic hot-air seam taping machines that apply polyurethane seam tapes under high pressure and temperature. This locks the moisture barrier across all seams, armholes, and zipper paths, ensuring complete conformity to the EN 343 (Water Penetration Resistance) standard.
To meet global sustainability demands, the industry is transitioning from C8 fluorocarbon water repellents to C6 and completely PFC-free DWR coatings. Global buyers prioritize sourcing from factories that align with the Global Recycled Standard (GRS) and utilize recycled polyester (rPET) derived from post-consumer plastic waste.
Our safety helmets and industrial safety wear feature adjustable suspension systems with precision-calibrated tension controls, moisture-wicking sweatbands with antimicrobial properties, and advanced ventilation technologies that optimize airflow while maintaining structural integrity. These innovations cater to diverse work environments, from extreme temperatures to high-humidity conditions, ensuring optimal performance in the most demanding settings.



The company places a strong emphasis on customer-centric solutions, offering customized design services to meet specific industry requirements. Our research and development team collaborates closely with clients to understand their unique challenges, resulting in tailored products that enhance safety and productivity. Additionally, we provide comprehensive after-sales support, including technical guidance and maintenance services, to ensure uninterrupted protection for end-users.
Tested and approved by third-party international testing authorities to confirm adherence to industry standards.
Our standardized management mode, combined with ISO-certified processes, guarantees consistent product excellence across all batches.

All safety gear is engineered to meet or exceed international safety standards such as CE, ANSI, and EN.

We leverage cutting-edge material science, utilizing fiberglass composites and high-impact polymers for maximum structural strength.

Comprehensive support including structural warranty, safety parameter checks, and user guide manuals for end-users.

From design visualization, materials sourcing, and fabrication to compliance verification, logistics, and delivery.
Combining industrial textile protection with high-performance fiberglass composites for extreme environments.





Demonstrated results in structural construction, emergency response, and heavy industrial logistics operations.

Providing custom multi-hazard head protective helmets and reflective garments to large scale Asian highway networks.

Deploying specialized waterproof reflective jackets to European distribution depots, reducing roadside incident rates by 40%.

Integrating chemical resistant safety wear and custom ABS protective helmets for maritime port operators globally.
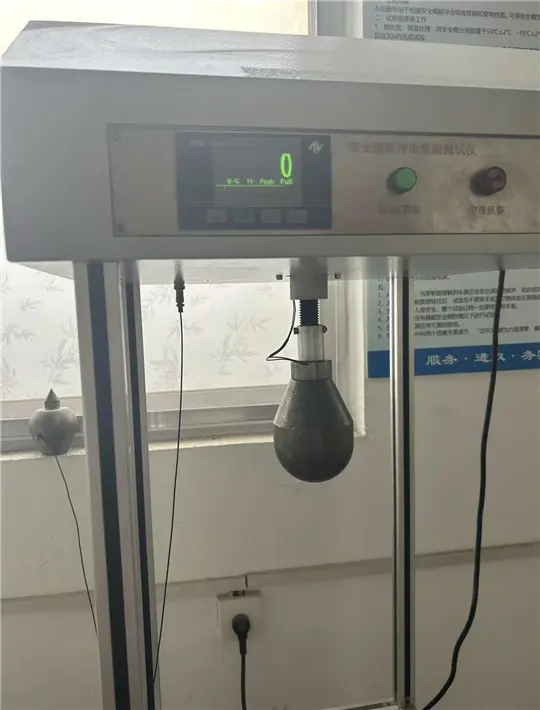
Witness the advanced robotics, stitching machinery, and hydrostatic tests carried out inside Linyi Xintuo.

High-pressure industrial injection molds producing ABS and HDPE shells tested for impact deflection.
Process Video Preview
Precision alignment of heat-activated retroreflective tape and hydrostatic water barrier testing.
Process Video PreviewConnecting with global partners at exhibitions, building trust hand in hand.










The real-world hazards of non-compliant safety wear modifications and lack of visibility protection.

Many workers fail to properly lock or fasten high-visibility raincoats or jackets, leaving themselves exposed to high speed traffic and mechanical entrapment.
Read Case Study
Unauthorized drilling holes, safety helmet structure damaged. At a construction site in Fujian, a worker seeking coolness drilled holes in his helmet privately, resulting in critical injury during a concrete block impact.
Read Incident AnalysisGain insights directly from our engineering team on compliance, testing, sourcing, and OEM logistics.
Working alongside top-tier global industrial safety distributors and construction corporations.
















Premium ABS, HDPE, and fiberglass reinforced protective shells built for chemical, light industry, and logistics operations.














